HKD-R hose filter plant
HKD-R hose filter plant
HKD-R technology is used for the separation of high concentrations and observance of low limit levels. The system is also suitable for high dust concentrations.
This technology can absorb SOx, HCl, HF and dust. In this system, the necessary absorbent material is fed to the flue gas flow using a feeding system. The absorbent material is treated with water to increase the reaction capability. The reaction product is then separated in an in-line filter plant and removed. Needle felt of various qualities is used as a filter medium. To achieve optimal usage (saturation) of the absorbent material, a large proportion of the material is returned to the process after treatment.



Application area
High SOx concentrations at simultaneous high HCI and / or high dust concentrations.
The functional principle
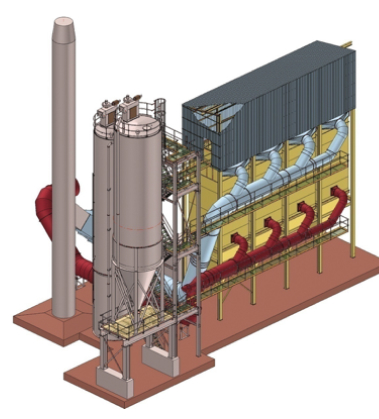
The absorption process commences when the material is fed in. Separation of the reaction product takes place at the filter tubes in the filter plant, whose housing is constructed in heavy-duty sheet steel. Perforated sheets at the head end are used to mount the filter hoses and the supporting cages. Filter media consisting of various materials depending on temperature and flue gas composition are used.
In order to achieve optimum utilisation (saturation) of the absorption material, a large proportion of the material is returned to the process after separation (and transport out of the hopper).This results in a saturation level of up to 80% for the absorption material! The selection of absorption material is made depending on the type and concentration of the pollutant.
If the flue gas temperature is above 240 °C, additional ambient air is mixed into it or the temperature is lowered by an upstream heat exchanger.
Advantages
- High saturation level of sorption material
- Can also be used at high HCI and/or dust concentrations
- Can be coupled to heat recovery system

The technology
The necessary absorption material is fed to the flue gas flow using a feeding system. The reaction product is then separated in an hose filter plant and removed.